

摘要:本文从原材料、工艺、设备三方面综合分析复合膜出现白点、气泡的原因,并从生产实际出发总结出一些解决措施。
在软包装行业中,复合加工方式主要有干法复合、湿法复合、无溶剂复合、流延(挤出)复合、共挤复合。从我国现阶段的发展情况来看,干法复合是我国最传统、应用最广泛、所占比重最大的一种复合技术,广泛应用于食品、药品、化妆品、日用品、轻工产品、化学品、电子产品等包装。
各种复合方式加工好的复合膜均有一些问题,干法复合中常见的问题有复合膜中有白点、气泡;复合物起皱;粘结牢度不良;复合后胶层发粘;残留溶剂超标;复合物透明度不良;复合产品产生“斑点”;h复合膜卷曲等。而最常见的问题就是复合膜中有白点和气泡。
一、白点与气泡
所谓白点是指两层薄膜未密切贴合,复合成品内有空档,造成光线反射率的差异形成的。气泡也是两层薄膜未完全贴合,两层复合薄膜之间有空档,且有气体存在。但是,业界对白点与气泡的区别没有一个统一的说法,一般将直径较小且分布较多的叫白点,而将直径较大(通常要大于1mm)且分布数量较少的叫作气泡。
二、产生原因及解决方法
白点和气泡的产生和原材料、工艺与设备都有关系。
1、原材料方面
胶水中水分含量太高,乙酯中的水(还有醇、酸等)与固化剂中的异氰酸根基团(-NCO)发生如下化学反应:
2R-NCO+H2O → R-NHCONH-R+CO2↑
对复合膜的影响主要表现在以下几个方面:
(1)该反应消耗固化剂,使配比不准确,严重时造成复合膜固化不良,剥离强度差;
(2)该反应产生二氧化碳,使复合制品易产生气泡、白点;
(3)该反应生成内聚强度更高的聚氨酯脲(R-NHCONH-R),使复合制品易产生晶点或变硬;
(4)溶剂挥发速度减慢,残留量增大。
胶水中的水分主要来自两个方面:
(1)配胶所需的稀释溶剂(溶剂中的含水量不超过0.2%);
(2)空气中含有大量的水分(尤其是在高温潮湿的季节),空气中水分在一定条件下大量进入胶液中或附在塑料薄膜表面(尤其是NY薄膜)。
解决方法:将胶斗加热,使胶温始终稍高于露点温度,这样就可以确保周围环境中的水气不会进入胶盘中。
2、工艺方面
(1)上胶量不足
复合膜根据结构不同,有不同的上胶量要求(常规):塑/塑(无印刷)2.0g/m2左右;塑/塑(油墨少)2.5g/m2左右;塑/塑(油墨多)3.0g/m2左右;塑/铝(无印刷)3.0g/m2左右;塑/铝(油墨少)3.3g/m2左右;塑/铝(油墨多)3.5g/m2左右;塑/铝(抗酸辣)3.8g/m2左右;塑/铝(耐蒸煮)4.5g/m2左右;塑/纸5.0g/m2左右。
任何看起来很光滑的表面(如PET、BOPP、NY、 PE、 CPP、镀铝薄膜、铝箔等),用放大镜观察,都可以发现是凹凸不平的。尤其是印刷后的油墨表面更是凹凸不平且多孔隙。复合时,首先要用胶粘剂将复合基材本身的凹凸不平和油墨表面的凹凸不平、众多的孔隙填平,同时还要在油墨的表面形成一定厚度的粘合剂层,这样才能将需要复合的二层基材牢固地粘合在一起。需要胶黏剂的量就是所谓的上胶量。胶少或没胶的地方就容易出现气泡或白点现象。(如图1图2所示)
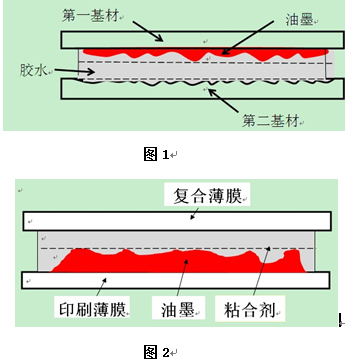
很明显,图2中由于上胶量不足,导致复合膜中出现白点、气泡。
解决方法:① 选择涂布量大一点的上胶辊,或适当提高胶粘剂的工作浓度。②选择合适的工作粘度,胶液粘度始终在正常范围内。③每天工作结束,一定要认真清洗网线辊;
(2) 胶粘剂干燥不充分
干燥系统一般分三区加热。涂胶薄膜刚进入烘箱时,由于粘合剂中的溶剂容易挥发,故干燥温度应低一些,以免溶剂挥发过快,造成胶层表面结皮。随着粘合剂粘度升高,分子量增大,溶剂挥发变得困难,此时则应适当提高第二、第三区烘箱的温度,使残留的溶剂完全挥发掉。温度的设定要根据材料和粘合剂的种类而定(通常设定形式:一区设定65℃、二区设定75℃、三区设定85℃)。烘道温度设定不合理、干燥能力不足、排风量不够、复合线速度过快等原因都会影响到溶剂的挥发速度,从而产生气泡。
解决方法:
①复合后可将复合膜放置在车间里,在常温下复合薄膜中的残留溶剂就不易产生溶剂快速汽化的问题,复合薄膜也就不容易出现气泡或气泡现象恶化的问题。
②一复后在常温下放置24h后再进入熟化室熟化,或在常温下放置24h后再进行二复,待二复后再进入熟化室熟化。
(3)胶层未流平
胶液的流平性与基材涂布面张力、油墨和胶液的表面张力、涂布时胶液的粘度以及是否采用匀胶辊等因素均有着密切的关系。
解决方法:
①确保胶盘中的粘度。随着胶粘剂的粘度逐渐升高,胶粘剂的流平性能会逐渐变差。因此必须确保胶盘中胶粘剂的粘度始终在正常的范围内。
②确保流平时间。大多干复机在上胶盘的上方与干燥箱进口之间装有隔离罩,主要目的也还是为了排除周围环境的干扰,尽量减少胶液中的溶剂在这段空间里挥发,尽量保持胶液良好的流动性和流平性。
③使用抹平辊。
④适当提高复合热辊温度。复合热辊加热的目的:使从干燥箱出来的第一基材上已干固的胶粘剂再次熔化、流动,进一步消除小孔洞、小缝隙,在复合压辊的压力作用下排出空气,使二层膜紧密熨合。
⑤适当提高熟化室温度。不含溶剂但还没有充分固化的聚氨酯胶粘剂还有一定的流动性。熟化室中的复合薄膜中的胶粘剂在较高温度的作用下还会缓慢流动,温度越高流动性能越好,大的白点会缩小,小的白点会消失,直至胶粘剂的分子量增大到胶不能流动为止。
3、设备方面
(1) 复合压辊不平整
复合压辊和热辊不平整,或压辊两端压力不平衡,或因轴承磨损造成与热辊之间不平行,不平整的地方都会带进空气产生气泡。复合压辊表面质量极为重要,要求胶辊表面平整、细腻、平滑、无细小麻点、无线纹等缺陷,胶辊表面的硬度要均匀,硬度要适中。
(2) 复合辊与膜之间的角度不适宜
包角过大,特别是对刚性较大的材料,易引起皱折甚至气泡。另外,高速转动的薄膜带有大量的静电,附着有很厚的空气层,该空气层在进入复合辊之前被挤压出去的很少,容易穿过压合点进入复合膜,在复合膜中形成小气泡。应仔细调整角度,改变包角,尽量按切线方向进入复合辊。另外,切忌对着复合压合点处吹风,这样将有大量的空气被夹带入复合膜中。
三、结语
复合膜产生白点、气泡,是软包装生产过程中非常常见的质量缺陷,企业也有很多不同的方法改善和解决。但最根本的一点,还是企业对原材料、工艺还有设备每个细节的控制,这些质量点控制得越好,越能减少复合膜出现的故障,使产品质量越来越高。