

摘编自《广东包装》2012年03月第二期
作者:伍秋涛
作者:伍秋涛
干法复合机干燥装置,一般采用电加热器,经烘箱(烘道)喷嘴,将热空气通过缝状喷嘴以一定速度吹到已涂布胶黏剂的塑料薄膜上,使粘合剂中的溶剂挥发干净。如图1所示。干燥不彻底不仅会使复合材料发粘打皱、牢度不良、有气泡等故障,而且残留的溶剂会产生异味,不符合食品包装卫生标准。

一、实际检测数据
1、复合机的进排风状态检测
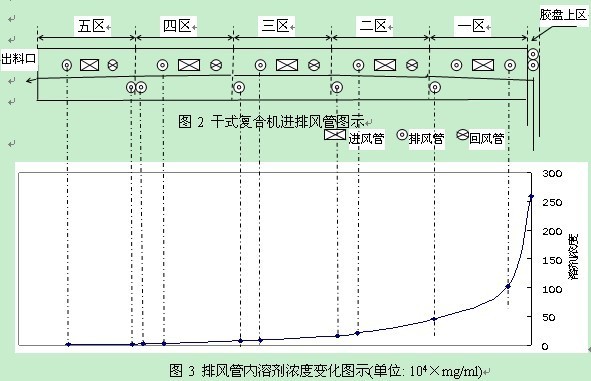
该干式复合机的进排风烘箱结构如图2所示,设备的干燥风量状态见表1。
表1 干式复合机的干燥风量状态
|
|
1区 |
2区 |
3区 |
4区 |
5区 |
备注 |
|
风咀风速m/s |
8.5/11.4/9.8 |
7.8/8.4/7.4/7.4 |
9.0/10.3/8.8/ 8.7 |
6.0/10.2/8.9/ 7.0 |
8.1/6.3/8.0 |
理想风咀风速在8~15m/s |
|
进风口风速,m/s |
18.5/20.4/18.9 |
15.1/14.3/13.4 |
15.5/16.1/15.6 |
12.5/13.5/12.3 |
9.7/10.3/10 |
进风口面积:15.2×25mm2 |
|
风压状态 |
入口 |
+1.5/+1.1 |
给风机功率 |
3786m3/h×5 |
排风口面积 |
300×300cm2 |
|
出口 |
-3.3/-3.6 |
排风机功率 |
8489m3/h |
排风口风速 |
21m/s |
注:设备一区无回风管,二区到五区均有回风管但无控制阀门。
2、乙酯的浓度检测
820mm的消光OPP印刷膜涂胶复合,抽取1ml的排风管中的气体用气相色谱仪检测其乙酯的
含量,各排风管中乙酯含量如表2所示。涂布工艺:某低粘度高固含量双组分酯溶性聚氨酯胶粘剂,上胶量2.3g/m2,工作浓度33%,机速110m/min,干燥温度设定(一区→五区):50、60、65、70、75℃。
表2 排风管中乙酯浓度数据
|
检测部位 |
乙酯浓度,104×mg/ml |
检测部位 |
乙酯浓度,104×mg/ml |
|
胶盘上区 |
259.08 |
三区(上) |
8.445 |
|
一区(上) |
101.6 |
三区(下) |
7.819 |
|
一区(下) |
45.57 |
四区(上) |
2.148 |
|
二区(上) |
20.464 |
四区(下) |
2.009 |
|
二区(下) |
16.267 |
五区(上) |
0.854 |
|
|
|
五区(下) |
1.3015 |
将表2中数据与图2中的在烘箱中的位置对应作图3。从图3中,可以很直观地观察到干式
复合过程时烘箱中干燥介质(空气)中乙酯含量的基本变化趋势。
二、干式复合干燥过程分析
1、干燥温度的设定规律
从表2中可看出,在涂胶膜进入烘箱中的第一区干燥介质的乙酯浓度(与另四区段相比)最高,这也说明复合机第一区干燥温度设定不能太高(一般不能高于65℃)。因为温度过高,胶层表面的溶剂快速挥发而结皮反而抑制了内层溶剂在后几区干燥段的逸出。而且温度应按梯度逐渐升高的规律设定,目的是加速硬化区和排除异味区胶层溶剂的扩散挥发,减少薄膜内的溶剂残留。
溶剂的体积爆炸浓度分上限和下限,处于上下限之间的浓度都会引起爆炸。爆炸浓度下限是干燥器设计的重要标准,用LEL 表示时,LEL100 就是爆炸浓度下限,LEL25是复合机干燥的设计基准。表3列出了乙酸乙酯的体积爆炸浓度。
表3 乙酯的体积爆炸浓度
|
爆炸浓度(体积%) |
LEL100 |
本文系包装前沿网(pack168.com)独家供稿,禁止转载、拷贝,违反者包装前沿网将追究其人和单位的法律责任。有疑问请致电020-85626447。
| ||